
Содержание
- 1 Труба профильная – что это такое?
- 2 Возможные осложнения в ходе работы
- 3 Особенности разных способов гибки профиля
- 4 Особенности сгибания профтрубы
- 5 Техника безопасности
- 6 Способы гибки
- 7 В чем сложность сгибания профильных труб
- 8 Принцип использования трубогиба
- 9 Можно ли согнуть трубу в домашних условиях
- 10 Альтернативные способы сгибания
- 11 Необходимые приспособления

Профильные трубы незаменимы в процессе сборки каркасов для строительных конструкций. Теплицы, разнообразные парники, беседки и другие объекты возводятся с их помощью достаточно быстро и качественно. Однако все не так просто.
Чтобы согнуть такую трубу приходится использовать дорогостоящее специальное оборудование, что не всегда приемлемо для домашнего мастера. Давайте поговорим о том, как согнуть профильную трубу в домашних условиях.
Труба профильная – что это такое?
Профильной считается труба, имеющую отличное от круглого сечение. Оно может быть прямоугольным, овальным, шестиугольным или квадратным. Труба обладает повышенной прочностью, ведь ее грани берут на себя роль ребер жесткости.
Профильные изделия справляются со значительными нагрузками на изгиб, благодаря чему являются хорошим выбором для возведения металлокаркаса построек самого разного назначения.
Сырьем для производства профильных труб чаще всего становится высоко или низколегированная сталь. В зависимости от способа изготовления различают электросварные, холодно и горячекатаные, бесшовные трубы.
Изделия различаются толщиной стенки и высотой профиля. Такие трубы могут использоваться для изготовления различных деталей в форме рам, лестниц и перил. Чаще всего трубу профильную применяют в строительстве для сооружения арочных конструкций и в качестве замены железного бруса при возведении каркасов.
Навыки в деле гибки профильной трубы пригодятся домашним умельцам, желающим самостоятельно обустроить загородный участок:
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.

Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Особенности разных способов гибки профиля
Существует два основных метода гибки профильной трубы: холодный и горячий. Первый предполагает, что процесс изгибания выполняется без предварительного температурного воздействия на деталь.
Тогда как второй проводится только с предварительно разогретой трубой. Надо признать, что нагрев детали значительно увеличивает ее пластичность и облегчает процесс гибки.
Нормативов, строго регламентирующих использование холодного и горячего метода гибки для профильных изделий, не существует. Они есть только для труб с круглым сечением. Согласно этим нормам горячая гибка используется для деталей, диаметр которых составляет 100 мм и больше. Для прямоугольных и квадратных труб действуют несколько иные правила.
Если предстоит разовая работа по гибке трубы, можно купить, но лучше взять в аренду гидравлический трубогиб с ручным приводом:
Бывалые дачники и владельцы собственных домов давно оценили универсальность и удобство профильных металлических труб. Они используются в конструкции портиков, пристроек и беседок, а также применяются в качестве распорок для парников и теплиц. Также они часто нужны при изготовлении декоративных элементов.
При использовании профтрубы в домашнем строительстве их, как правило, сгибают для придания необходимой формы. Существует несколько распространенных методов, с помощью которых без покупки такого специализированного оборудования, как – трубогиб, можно проделать эту операцию.
Особенности сгибания профтрубы
 Независимо от особенностей конфигурации профильных труб, процесс сгибания представляет собой механическое усилие, которое придает заготовке частичный или полный радиальный или угловой изгиб.
Независимо от особенностей конфигурации профильных труб, процесс сгибания представляет собой механическое усилие, которое придает заготовке частичный или полный радиальный или угловой изгиб.
Согласно основам механики, во время работы на профильную заготовку действует совокупность сил разного направления:
- сжатие, оказывающее деформирующее воздействие на поверхность внутренней части трубы;
- растяжение, влияющее на внешнюю сторону трубы в точке изгиба.
Нельзя согнуть профильную трубу без учета механических характеристик формы и материала, из которого она изготовлена. Иначе некоторые части заготовки будут полностью испорчены и непригодны для использования в строительстве. Еще один риск, связанный с неправильным проведением операции — опасность надлома заготовки на внешней (верхней) поверхности во время проведения изгиба. Из-за нарушения технологии трубу придется отправить в мусор или распилить на более мелкие детали.
Для того чтобы согнуть профтрубу самостоятельно, в условиях домашней мастерской или гаража, всех инженерных тонкостей сопромата знать не обязательно.
Принять во внимание необходимо только универсальное правило:
- труба тонкого сечения (около 20 мм) гнется без деформации на участке в 2,5 раза длиннее по сравнению с высотой стенок профиля;
- с сечением 30 мм и выше гнется на длине участка в 3 раза больше высоты сечения.
Таким образом, радиус внутренней поверхности сгиба (R) определяют как: высота стенок *2,5 (или 3 в зависимости от высоты сечения).
Наконец, еще один важный фактор — упругость металла. Из-за нее профиль после гибки, стараясь вернуть изначальную форму, разгибается назад, отклоняясь от приданной кривизны. Поэтому, изгибая профильную трубу, мастера рекомендуют делать изгиб несколько глубже.
Техника безопасности
Для выполнения изгибов и любых других операций с металлическими изделиями лучше подготовить отдельное помещение.
Гараж или мастерская подойдет, так как помимо самих конструкций для работы придется использовать, например, паяльную лампу или газовуюаргоновую горелку, ударные или режущие инструменты.
Место проведения работ должно быть вентилируемым и незахламленным. Иначе искры при распиле или неосторожное обращение с источником тепла при нагревании металла могут привести к возгоранию и задымлению.
Также мастера рекомендуют позаботиться о спецодежде. Фартук и маска предохранят от мелких осколков и пыли, а рукавицы защитят от температурных воздействий и возможных порезов. Если же предстоит пользоваться болгаркой, обязательным элементом будут специальные очки.
Способы гибки
Для того чтобы эффективно согнуть профиль, прибегают к помощи специализированных, как правило, дорогих профессиональных инструментов — так называемых трубогибов. Если же домовладелец или дачник не готов потратиться на покупку, то загнуть профиль до нужной кривизны самостоятельно можно и в условиях домашней мастерской.
Технологически способы радиального искривления профильных труб подразделяют на «горячие» и «холодные». В первом случае изгиб осуществляется на предварительно разогретом участке поверхности; во втором — перед механическим воздействием разогревать трубу не требуется.
Горячий метод
Нагревание металла, перед тем как его изогнуть — процедура, которая делает структуру более вязкой, что значительно облегчает изгиб профиля.
Заготовку зажимают в тисках и с помощью горелки или паяльной лампы нагревают в точке намеченного сгиба.
После этого прогретый профиль (цвет материала должен быть красновато-белым или красновато-желтым) изымают и «накручивают» на специально подготовленную болванку, выполненную по форме с необходимым углом и радиусом искривления.
Важно. С помощью такого метода при недостаточном изгибе металл можно нагреть повторно, однако многократно так делать не стоит — каждый раз, когда профильная труба остывает (цвет становится светло-вишневым), ее прочностные характеристики уменьшаются. В какой-то момент это может привести к надлому или разрыву.
Используем наполнители
Еще один «универсальный» прием для изменения кривизны полой профильной металлоконструкции — использование наполнителя, который предохранит профтрубу от сминания. В зависимости от высоты стенок трубы, при использовании наполнителей (песка или воды), применяют, соответственно, «горячую» или «холодную» гибку.
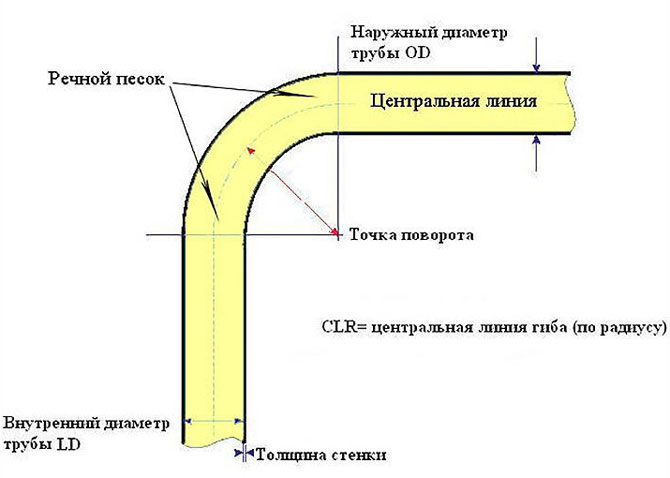
Изгиб горячей поверхности с песчаным наполнением
Для того, чтобы при «горячем» сгибании понизить риск деформации заготовки, в нее предварительно засыпают песок, который просеивают через мелкое сито (до 2,5 мм), чтобы разбить «комки» и вытравить инвазивные твердые частицы.
С помощью деревянной пробки или заглушки закрывают один торец заготовки, после чего через второй(открытый) – заготовку плотно утрамбовывают песком. Чтобы убедиться, что он распределился равномерно, по трубопрофилю стучат резиновым или деревянным молотком. Как только по всей длине заготовки отчетливо слышится глухой звук, значит можно забивать второй пробкой «верхний» торец. В пробке проделывают небольшое продольное отверстие, чтобы в процессе нагрева туда мог вытравливаться скапливающийся от нагревания газ.
После этого профильная труба фиксируется в тисках, нагревается в размеченной точке закругления и с помощью физического усилия ее можно загнуть до нужной формы. Изгиб совершается в один хват, плавно и аккуратно. Затем заглушка вынимается или выжигается, и песок ссыпается из трубы.
Справка. Если профиль из-за его длины и толщины стенок зажимать в тиски неудобно, изгиб, пользуясь этим методом, можно произвести на улице. Для этого нижний торец не забивается пробкой, а зарывается в землю.
Холодный изгиб с водяным наполнением
В зимние дни, когда температура воздуха опускается ниже минус 5-10 градусов, для искривления профтрубы вместо песчаного наполнителя можно использовать водяной. Способ требует минимальных затрат, но применяется только к профилям небольшой толщины, выполненным из дюралюминия или латуни. Нагревать металл при этом не придется.
Суть заключается в том, что закупоренную заготовку наполняют водой, а затем выносят на мороз и держат там до полного застывания жидкости.
После этого уже замерзшую деталь сгибают по профилю шаблона-болванки. Согнутый по нужному радиусу профиль возвращается в тепло. После полного оттаивания находящаяся внутри вода сливается.
Применение шаблонов
В домашней мастерской «холодный» изгиб профильных труб осуществляется с применением специальных шаблонов — оправок или гибочных плит.
Оправки изготавливают из имеющихся под рукой материалов – с учетом толщины сечения профиля и объема работ.
Если высота сечения труб не более 3 мм, то чтобы изгибать их под различными радиусами, необходимо сделать одну или несколько шаблонных оправок. Оправка закрепляется на верстаке, а профтрубу укладывают и фиксируют вдоль ободка оправки петлями или крюками, изгибая заготовку начиная от середины и постепенно переходя к торцам.
Другим шаблонным приспособлением является горизонтальная гибочная плита — выполненная из крепкого дерева или металла поверхность, в которой на определенном расстоянии высверливаются отверстия, в которые вкручиваются или вставляются крепкие штифты или болты. Они будут упорами, вокруг которых профтруба сгибается под определенными углами и по определенной мастером форме. Она может быть модульной, что позволяет закреплять ее на верстаке и после работы разбирать и собирать вновь для повторного использования.
Важно. Существенным «минусом» этих приспособлений является сложность выполнения точного искривления заготовки, так как для этого потребуются серьезные мускульные усилия.
Валки
Валки или роликовые валы позволяют в условиях собственной мастерской сделать трубогибный рычажный агрегат, который работает по аналогии с фабричным аналогом.
Искривляющее воздействие на заготовку происходит под действием рычага, который сгибает трубу вокруг поверхности окружности валка.
Такое устройство изготавливается с помощью трех роликов, расположенных треугольником. С помощью рычага ось закрепления одной из вершин может смещаться внутрь треугольника, что обеспечивает искривление заготовки, располагающейся на двух других валках.
Агрегат способен искривлять профильную трубу различной толщины и под различными углами, что делает его «универсальным» при изготовлении конструкционных элементов арочного типа. Механизм рычага, при этом, значительно снижает усилие, которое необходимое приложить для изгиба деталей.
Пружины
Полезное приспособление при ручном изгибе профиля — это пружина.
Ее изготавливают из плотной проволоки (около 2 мм) с таким диаметром, чтобы она свободно входила во внутреннюю поверхность профиля.
Пружину продевают в профиль, изгибая его по необходимой форме и радиусу закругления. Для облегчения работы место изгиба разогревают.
Важно. Чтобы пружина не застряла в согнутой трубе после завершения операции, лучше всего закрепить на конце пружины проволоку или кольцо, потянув за которое ее можно будет извлечь.
Болгарка
Оригинальный способ искривления профтрубы заключается в использовании болгарки.
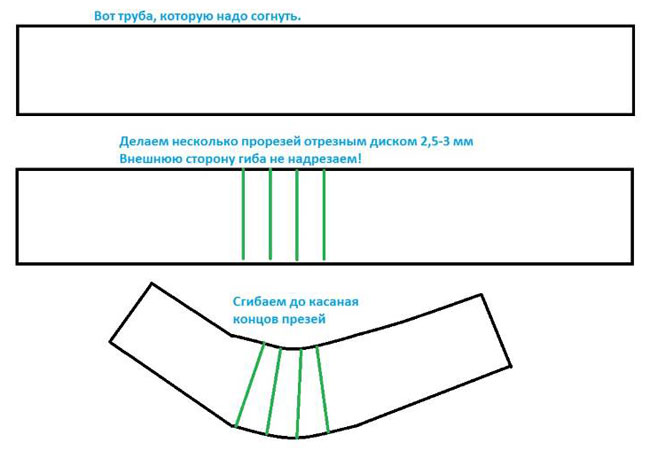
Чтобы сделать угловой изгиб, в намеченной точке внутренней поверхности заготовки болгаркой производится 2-5 поперечных надпилов, не задевая при этом внешнюю стенку.
Их количество напрямую зависит от величины угла — чем он больше относительно прямой, тем больше насечек наносят.
После того, как надпилы сделаны, профиль аккуратно и без усилий можно загнуть, а места надпилов завариваются с помощью паяльника или сварки.
Если затем, когда труба остынет, отшлифовать и зашкурить сварочные точки, профиль будет соответствовать необходимой мастеру форме.
Сгибание с помощью рычага
Наконец, еще одним «холодным» способом изгиба профтрубы является рычаг. Он представляет собой черенок из металла или крепкого дерева, на который снизу прибивается или приваривается «насадка» с отверстием.
Во время работы лежащая на полу профильная заготовка продевается в насадку до участка изгиба. После этого мастер давит рукоять «на себя» и созданным усилием искривляет профиль. Этот метод не отличается аккуратностью и точностью закругления конструкции, но зато может применяться в любых условиях.
Подводя итоги, можно сказать, что существует много возможностей согнуть профильную трубу в условиях обычного гаража или мастерской без дорогостоящего трубоизгибного оборудования.
Самостоятельно соорудить специализированный инструмент или изготовить необходимую форму не составит большого труда. Да и стоить это будет значительно дешевле. Если же уверенности в своих способностях у начинающего мастера пока нет — можно обратиться в строительно-ремонтные компании, чтобы нанять работника или арендовать необходимое оборудование.
С необходимостью сгибания профильных труб в быту не приходится сталкиваться часто. Перед такой задачей чаще всего оказываются владельцы дачных участков или частных домов – люди, привыкшие все делать собственными руками.
В чем сложность сгибания профильных труб
Вне зависимости от формы профиля трубы, суть процесса гибки состоит в придании изделию частичного, либо полного изгиба. Достичь этого можно только прикладыванием определенного внешнего воздействия – исключительно давления или совокупности нагрева и давления.

С точки зрения физики, в процессе изгиба на профильную трубу воздействуют одновременно две разнонаправленные силы:
- Сила растяжения. Проявляется с внешней стороны изгиба.
- Сила сжатия. Направлена на внутреннюю часть изгибаемого участка.
Противоположная направленность этих сил как раз и отвечает за некоторые сложности, часто возникающие в процессе сгибания труб:
- Различные участки трубы в зоне изгиба могут неодинаково изменять форму, что неизбежно будет приводить к нарушению их соосности.
- Стенка трубы с внешней стороны изгиба при сильном растяжении может утратить прочность или даже лопнуть.
- На внутренней стороне изгиба, напротив, в процессе сжатия часто образуются складки.

Чтобы избежать этих неприятностей, и не получить вместо ровно изогнутой трубы смятую металлическую поверхность, стоит непременно учитывать тип материала и многочисленные геометрические параметры изделия: толщину стенок, диаметр сечения, радиус изгиба. Знание этих характеристик позволит подобрать оптимальный способ сгиба.
Обратите внимание! Специалисты утверждают, что профильные трубы с толщиной стенок менее 2 мм лучше не гнуть. Прочность в местах сгиба будет достаточно низкой, даже при идеальном соблюдении технологии. Для таких труб лучше предпочесть сварные соединения.
Принцип использования трубогиба
Согнуть профильную трубу (особенно это касается изделий крупного диаметра) своими руками далеко не всегда представляется возможным. Для этих целей существуют специальные устройства – трубогибы. Стандартный трубогиб оборудован ведущим колесом, которое, перемещаясь вдоль одной из граней, аккуратно сгибает отрезок трубы в необходимом направлении.

Трубогибы бывают двух видов:
- Ручные. Колесо устройства приводится в действие вручную, посредством специальной рукоятки. Хорошо подходят для труб с небольшой площадью сечения.
- Электрические. Использование таких устройств оправдано в тех случаях, когда объем работ достаточно велик, а сами трубы обладают при этом солидными габаритами. Аппарат включается в стандартную сеть электропитания, а перемещение колеса осуществляется посредством электропривода. Позволяет получать более ровные изделия при ощутимой экономии времени.
Если работы носят однократный характер, покупка собственного трубогиба может оказаться нерентабельной. В таком случае стоит подумать о взятии устройства в аренду, либо рассмотреть один из альтернативных способов сгибания.
Можно ли согнуть трубу в домашних условиях
Если труба имеет не самые большие габариты, а точность изгиба не является критическим параметром, произвести цикл необходимых работ возможно в домашних условиях.
Разумеется, будет лучше, если для этих работ найдется отдельное помещение, оборудованное верстаком, тисками и прочими необходимыми инструментами. Кроме того, в процессе работы скорее всего придется использовать болгарку, сварочный аппарат или источник открытого огня. Согласитесь, частный дом или квартира мало для этого подходят.
Еще один важный совет. Металл – достаточно упругий материал, который после любой деформации будет стремиться вернуть себе прежнюю форму. По этой причине сгибать трубу следует на немного больший, чем предусматривает проект, угол. Металл вернется на несколько градусов обратно, и мы получим в точности такой радиус сгиба, на который рассчитывали изначально.

Для облегчения процедуры сгибания соответствующий участок трубы можно предварительно разогреть. Раскаленный металл становится более пластичным и податливым, что значительно облегчает процесс. Для прогрева чаще всего используют:
Труба тщательно прогревается на месте будущего сгиба (протяженность места нагрева принимается равной шести диаметрам трубы).
Стоит помнить, что многократные циклы сильного нагрева и остывания неизбежно делают металл более хрупким.
Альтернативные способы сгибания
К счастью, для сгибания труб вовсе не обязательно иметь под рукой специальное оборудование. Народная смекалка уже давно изобрела не один способ добиться желаемого результата без использования трубогиба.
Используем болгарку
На участке, где требуется сделать загиб трубы при помощи болгарки делается несколько поперечных распилов. Чем меньше должен быть радиус изгиба, тем большее количество распилов понадобится. В большинстве случаев достаточно трех. Далее, профильная труба без особых усилий сгибается, а места пропилов завариваются при помощи сварки.
Если заваренные участки аккуратно зашлифовать, то полученное изделие будет выглядеть очень достойно. Никаких складок или сильной потери прочности на месте сгиба не возникнет. А вот идеальной округлости такой способ не даст, ведь загиб будет состоять из нескольких прямых участков, расположенных под углом друг к другу.

Способ с применением пружины
Для изготовления пружины понадобится стальная проволока сечением 2 мм. Проволока загибается по форме профиля с таким расчетом, чтобы сторона каждого сегмента была на несколько миллиметров меньше, чем соответствующая сторона профиля трубы и могла свободно перемещаться по ее внутренней протяженности.
Далее, пружина просто вставляется в трубу, и сгибается до необходимого радиуса. Для облегчения процедуры сгиба участок трубы можно разогреть.
Обратите внимание! Чтобы не возникло проблем с удалением пружины из полости профильной трубы после процедуры сгибания, к ближайшему ее концу следует надежно прикрепить кусок проволоки.
Заполняем трубу песком
Этот способ поражает простотой и эффективностью, ведь все необходимые материалы в буквальном смысле лежат под ногами:
- Предварительно подготавливаем два деревянных клинышка, которые смогут плотно закрыть полость трубы.
- Деревянный клин плотно забиваем в конец трубы.
- Заполняем трубу песком, предварительно просеянным и просушенным.
- Вбиваем второй клин.
Далее, один из концов трубы фиксируется и производится сгибание. Для облегчения процедуры участок трубы также можно нагреть. По окончании работ клинья удаляются, а песок высыпается.

Использование плотной песчаной подушки поможет предотвратить деформации, обеспечив ровный и прочный сгиб.
Поможет обыкновенная вода
Один конец профильной трубы закрывается заглушкой, после чего в полость заливается вода. Непременное условие – наличие отрицательной температуры, достаточной для замерзания жидкости. После замерзания воды труба без особых проблем согнется, а место сгиба будет красивым и прочным.
Это важно! Метод подходит для труб из цветных металлов, не подверженных коррозии.
Необходимые приспособления
Чтобы выполнить работы по сгибанию профильной трубы без использования специального трубогиба, понадобится одно из этих простейших приспособлений:
- Элементарный рычаг с шаблоном.
- Горизонтальная плита с несколькими отверстиями, в которых устроены металлические упоры соответствующего диаметра. Устройство хорошо подойдет для труб из мягких металлов, либо изделий с малой высотой профиля (не более 10 мм). Филигранной точности здесь добиться не получится. Кроме того, может потребоваться приложение значительных физических усилий.
- Роликовые приспособления. Один конец надежно закрепляется в тисках, а к месту сгиба прикладывается ролик, который при соответствующем физическом воздействии обеспечит ровный сгиб необходимого радиуса.
- Специальная оправка. Приспособление представляет своего рода шаблон из толстой фанеры или дерева. Прикладывая усилия, трубу можно наложить на оправку, сообщив ей ее радиус изгиба. Устройство будет полезным при необходимости часто производить работы по сгибанию профильных труб.