
Содержание
- 0.1 Как происходит аттестация и что нужно взять с собой на экзамен?
- 0.2 Сварка труб для аттестации НАКС под дефектоконтроль (ультразвук или рентген)
- 0.3 Обработка прихваток
- 0.4 Сварка корня шва
- 0.5 Облицовочный шов
- 0.6 Контроль узла
- 1 (полуавтоматическая сварка)
- 2 Ход работы
- 3 2 thoughts on “ Аттестация сварщиков по НАКС (ММА +MIG/MAG) ”
- 4 Что значит «сварка на просвет»
- 5 Подготовительные работы
- 6 Стыковка труб
- 7 Настройка режима сварочного аппарата
- 8 Процесс сварки
- 9 Какие могут возникнуть дефекты при сварке
- 10 Общая информация
- 11 Сварка на просвет
- 12 Распространенные ошибки
- 13 Вместо заключения

Как происходит аттестация и что нужно взять с собой на экзамен?
Как получить НАКС сварщика? На аттестацию отводится один день. Если экзамен будете сдавать не на предприятии, а при комбинате или в институте, то приходите с утра, начинаете готовиться. После подготовки вам дается два отрезка труб (катушка) и вы их варите на просвет. Так же нужно произвести подготовку кромок – снятие фасок до 45 градусов, стыковку труб (для этого в кабинке должен быть специальный зажим), их прихватку.
На аттестацию лучше прийти подготовленным, со своим инструментом и расходными материалами. Хорошо бы купить сумку, в которую можно будет все компактно уложить и без особых проблем транспортировать. С собой надо взять:
• килограммов 2-3 электродов LB 52U Kobelco диаметром 2,6, потому что они аттестованные. На месте вам скорее всего предложат электроды, но вряд ли это будут LB, вероятно вам дадут меровские (МР-3), которыми шов не заваришь, либо УОНИ. Т.е. лучше прийти со своими электродами и попросить их положить в печь, пока вы будете тренироваться;
• угольник для центровки деталей, чтобы не было их смещения;
• шлакоотбойный молоток;
• шлифмашинка (болгарка). Шлифовальные круги, отрезные, щетка по металлу. Труба должна быть зачищена до металлического блеска изнутри и снаружи на расстоянии 30 мм от свариваемых кромок.
• обычную металлическую щетку.
• свой электрододержатель. Держак, который будет вам предоставлен на месте может быть разболтанным и не держать электрод.
• маску (это самое главное). Лучше приобрести недорогой Хамелеон. Можно приобрести его на один раз, чтобы сдать экзамен.
 Читайте на сайте статью: Ремонт маски хамелеон своими руками |
Сварка труб для аттестации НАКС под дефектоконтроль (ультразвук или рентген)
Подготовительные работы

В качестве заготовок возьмите два обрезка стальной трубы диаметром 133 мм и толщиной стенки 4 мм, ровно обрезанные (максимально эффективно сделать это можно на торцовочной пиле). Следите за тем, чтобы рез был абсолютно ровный. Если он будет немного кривой, то в процессе сварки вы столкнетесь с достаточно серьезными затруднениями. Далее необходимо снять фаску шлифмашинкой и зачистить края. Фаска снимается в соответствии с ГОСТ 16037-80 «Сварные соединения» под определенным углом. Угол на каждой трубе должен быть 25- 30 градусов.

После того. как была снята фаска необходимо зачистить заусенцы, чтобы они не мешали правильному формированию корня шва. Делается это напильником. После того, как вы сняли фаску и внутри заусенцы нужно сделать притупление кромок, потому как слишком острый угол в процессе сварки будет быстро плавиться. По ГОСТ притупление делают до 2 мм.
| Читайте на сайте статью: Электроды ESAB OK |
Сборка
Этот этап очень важный, выполняйте его предельно внимательно. От правильности сборки полностью будет зависеть успех сварного соединения.
По правилам необходимо состыковать трубу и прихватить ее. Делать это нужно так, чтобы был соответственный зазор для полного провара, не было смещения. Так же хотелось бы отметить, что трубы бывают с эксентриситетом (не совсем круглые). Даже в такой серьезной организации, как НАКС трубы могут раздавать овальные, что в итоге повлияет на смещение. По правилам допускается 1 мм, но все-равно это много и в корне шва могут быть не сплавления из-за смещения и эллиптичности труб.
Для стыковки труб берут ровный уголок или швеллер, на который их укладывают и выставляют зазор, который может быть примерно от 2 до 3 мм. Обычно его обеспечивают диаметром электрода, который просто вставляется в стык между двумя трубами. Если вы варите электродом 2,5 мм. то, соответственно, и зазор будет столько же.
Примечание. Корневой проход труб любого диаметра (если это не совсем огромный размер) варится только электродом 2,5 мм. если пробовать заварить корень тройкой, то ничего хорошего из этого не выйдет.
Следующий момент, который хотелось бы отметить. При сдаче аттестации НАКС вам могут предоставить трубы толщиной до 10 мм, чтобы усложнить задачу. При таких толщинах нужно увеличивать зазор до 3 мм. Так же нужно учитывать и делать погрешность на то, что при прихватывании трубу может стягивать в месте прихватки напряжениями в металле. Сделайте зазор побольше на несколько десятых миллиметра, чтобы не было трудностей в дальнейшем.
Для более надежной стыковки так же можно применить магниты. Их можно закрепить с двух сторон.
Наплавка прихваток
Для сварки трубы диаметром 133 мм и толщиной стенки 4 понадобится ориентировочный ток 50А, в процессе работы его можно корректировать. Прихватка ставится сначала с одной стороны трубы, потом, соответственно, напротив. Если это необходимо, корректируется зазор между трубами. Третья прихватка ставится на 90 градусов от первой, а четвертая напротив третьей.

Обработка прихваток
После постановки прихваток необходимо их хорошо зачистить. В их начале и конце необходимо сделать запилы, чтобы устранить возможные дефекты (несплавления и поры).

Сварка корня шва
Для эффективного выполнения этой задачи достаточно научиться делать всего лишь одно колебательное движение «вперед-назад» с постепенным смещением от одной прихватки к другой. Скорость сварки – по ситуации. Зажечь электрод можно на прихватке, на длинной дуге, сам корень варится короткой дугой. Варим углом назад, электрод можно держать под углом от прямого до острого. Если разрезать трубу напополам валик с обратной ее стороны должен выглядеть после завершения операции, как показано на картинке.

Варить удобно, подвесив трубу на приспособлении в «полупотолочном» положении. Когда вы подходите к очередной прихватке, желательно запиливаться, чтобы на стыке валиков было хорошее сплавление. По возможности процесс должен происходить без отрыва электрода. Если отрыв имеет место быть, то можно в этот момент немного добавлять ток, чтобы обеспечить провар. Ток регулируется по ситуации, чтобы обеспечить достаточное проплавление и избежать прожегов металла. При сварке в вертикальном положении можно ток делать всегда на минимуме, когда выходите на нижнее положение, надо учитывать, что жидкому металлу легче проваливаться внутрь трубы – следите за тем, чтобы сильно не перегревать сталь в этот момент.

Облицовочный шов
• Перед тем, как приступить к облицовочному проходу, нужно зачистить корень шва до чистого металла (убрать бугорки, шлак, подрезы) . Делается небольшая канавка.
• Облицовочный шов в потолочном положении удобно варить движениями электрода по спирали.
• Вертикальный проход – «полумесяцем-елочкой».
• При сварке без отрыва старайтесь находить наиболее комфортное положение тела, рук, следите за тем, чтобы длины провода горелки хватало для выполнения всех необходимых манипуляций.
• когда отбиваете шлак желательно закрывать глаза и лицо рукой.
• при сварке второго валика обязательно нужно сделать запил.
Контроль узла
Края шва зачищаются на расстояние около 50 мм (брызги, наплывы и т.д.)
Сам контроль начинается с визуального осмотра качества лицевого шва. Впрочем, к нему обычно вопросов не возникает, чего не скажешь про корневой проход.
Если труба прошла визуальный осмотр, только в таком случае она допускается на исследование неразрушающими методами (УЗВ, рентген).
Требования к лицевому проходу:
• Высота валика 0,5 – 2 мм
• Ширина валика должна быть равна толщине трубы, умноженной на 2. Если толщина трубы 4 мм, то ширина валика должны составлять 8-10 мм.
• Шов – ровный, прямолинейный, расположение чешуек плотное.
Корневой проход:
• Высота обратного валика 0,5-1 мм.
• не допускаются несплавления и непровары.
(полуавтоматическая сварка)
Теперь речь пойдет о том, как сделать сварные швы с помощью полуавтомата, если вы варите ответственные конструкции или собираетесь их передать под контроль для аттестации НАКС.
Вот как это делается на примере двух заготовок (пластин) толщиной 12 мм, свариваемых встык в вертикальном положении инвертором SKYWAY 330.

Пластины нужно подготовить: вырезать с помощью плазмореза или болгарки.
Также для корректного хода работы понадобятся:
• выводные планки (2 шт.) – необходимы для начала и завершения сварки, так как трудно получить качественный шов на данных этапах. Планки технологические и впоследствии срезаются;
• приспособления, препятствующие обратному выгибанию наших заготовок (2 шт.);

• шаблон для контроля зазора (любая железка, позволяющая выставить зазор, в нашем случае 2 мм).
Для того, чтобы правильно подготовить наше соединение к проведению дальнейших сварочных работ, нужно ознакомиться с требованиями ГОСТ 5264-80 (кликните, чтобы загрузить страницу с текстом). Ищите в нем соединение, с которым вы будете работать, в в нашем варианте это С17. В ГОСТе указано, как это соединение подготовить: нужно выполнить скос кромок под углом 30 о и притупить их. Пластины нужно зачистить от окислов, грязи и ржавчины на расстоянии не менее 10 мм от границ будущего сварного шва.
Для правильной сборки удобно использовать магнитный угольник. Он выровняет пластины относительно друг друга и предупредит их смещение в процессе постановки прихваток.

Двухмиллиметровый зазор контролируем шаблоном, роль которого может выполнять любой подходящий по размерам кусок металла. Приложите шаблон к месту предполагаемого начала сварки и выставите зазор точно по нему. В месте конца сварки зазор нужно немного увеличить, из-за того, что пластины будут стягиваться во время кристаллизации наплавленного металла.
Далее ставят приспособление, препятствующее изгибанию и стягиванию заготовок. Прихватывают одно приспособление, затем контролируют смещение и устанавливают зазор, как и было сказано, чуть более 2 мм, например, 2,2 …2,3 мм. После ставят точечные прихватки на второй «приспособе».

Присп-я, препятствующие деформации пластин, прихваченные точками
После того, как вы поставили прихватки, нужно посмотреть, не сместились ли пластины. Для этого можно использовать тот же шаблон для выставления зазора. Если он имеет ровный край, им можно контролировать, насколько свариваемые пластины ровно выставлены относительно друг друга – просто приложить ровный край к соединению и посмотреть отсутствие просветов.

Проверка смещения шаблоном
Если такие будут обнаружены – на данном этапе всегда можно подрихтовать с помощью молотка или других спец. приспособлений.
Теперь можно варить сплошной шов. Надеваем перчатки, маску, вооружаемся горелкой полуавтомата. Обваривать нужно не сильно, потому что приспособления против выгиба заготовок выполняют технологическую роль и их нужно будет выбить.

Приварка выводных планок
Подготовка планок такая же, как и для основного металла. Выполняется скос кромок, толщина их тоже должна соответствовать толщине свариваемой конструкции. Их устанавливают на прихватках.

Выводная планка, прихваченная к основному металлу
Для того, чтобы повысить уровень сложности задачи, сварщику лучше выполнить вертикальный шов соединения, это позволит в полной мере проверить его навыки и умения. Также необходимо правильно настроить параметры сварки на источнике питания SKYWAY 330. Параметры можно настроить путем проб и ошибок. В нашем случае, для толщины заготовок 12 мм были выбраны следующий сварочный режим: U = 17В; Vподачи= 3 метра; Uкорректир.=-5; L=0, где L-индуктивность.
Расходные материалы (они оптимальны для приведенного случая):
Электродная проволока Ø1 мм;
Газовая смесь 82% Ar+18% CО2.
По правилам, чтобы избежать наводораживания сварного шва, приводящего к появлению пор, пластины нужно подогреть до Т = 100 … 120 оС. Правила, на то они и правила, чтобы их обходить. Несомненно, поры представляют собой дефекты шва и являются браковочным признаком. Однако следует предположить, что в процессе прохождения шва имеющаяся на поверхности металла влага немедленно испарится. В конце концов, никому не приходит в голову подогревать проволоку перед сваркой. Тем не менее, если вы сдаете экзамен на аттестацию НАКС, вам следует о существовании такой операции знать — это требование обязательное. В производственных условиях операцию можно выполнить в печи, в остальных случаях — с помощью ацетилено-кислородного резака или горелки.
Ход работы
Выполняем следующие проходы:
1. Корневой
В процессе сварки займите удобное положение, чтобы не отрывать горелку, не торопитесь, чтобы не пропалить основной металл корня шва и сформировать полноценный обратный валик.
Первый проход подлежит зачистке болгаркой. Это нужно для того, чтобы избавиться от так называемых «карманов», которые могут в дальнейшее привести к образованию дефектов.
2. Заполняющий
Более простой технически, чем предыдущий. Он также подлежит зачистке, но не такой скрупулезной.
3. Облицовочный
В процессе сварки следите, чтобы не возникали подрезы по краю шва.
Осталось сбить молотком все технологические приспособления, планки и зачистить металл от остатков присадочного материала.

В зависимости от вида дефектоскопического контроля шва, который будет применяться далее для выявления дефектов, может потребоваться зачистка заподлицо лицевого и обратного валика шва.
2 thoughts on “ Аттестация сварщиков по НАКС (ММА +MIG/MAG) ”
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
 Сварочный трансформатор PATRIOT 200AC 102,00 ₽
Сварочный трансформатор PATRIOT 200AC 102,00 ₽ Зарядное устройство GreenWorks G24C 2490,00 ₽
Зарядное устройство GreenWorks G24C 2490,00 ₽ Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽ Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽ Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
Стабилизатор напряжения Ставр СН-2000 3920,00 ₽ Сварочный аппарат BauMaster AW-79161 3990,00 ₽
Сварочный аппарат BauMaster AW-79161 3990,00 ₽ Hitachi AB17 зарядное устройство 4076,87 ₽
Hitachi AB17 зарядное устройство 4076,87 ₽
Сваривать трубы на просвет умеет не каждый сварщик, даже с солидным опытом. Новичкам же эта работа кажется настолько сложной, что они и не пытаются браться за нее. На самом деле сварка на просвет не так сложна, как кажется со стороны. Просто нужно знать ее нюансы и особенности.

Что значит «сварка на просвет»
Свое название этот способ получил потому, что такое соединение труб проверяется методами радиографического контроля. При его проведении шов раньше просвечивали рентгеновскими лучами для выявления изъянов. Сейчас для контроля применяются ультразвуковые аппараты. Однако чаще под термином «сварка на просвет» подразумевается соединение труб с зазором между ними. Соединяемые отрезки труб именуют катушками. Такой способ также называют сваркой под просвет.
Подготовительные работы
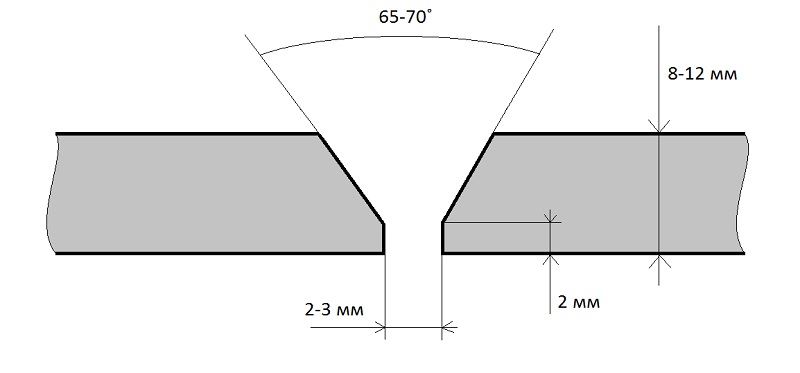
Прежде чем варить трубу необходимо подготовить металл в зоне стыка. Торцы должны быть отрезаны ровно, иначе наложить надежный шов будет затруднительно. С кромок снимаются фаски, чтобы угол между ними был 65 — 70˚. Поверхности на расстоянии не менее 3 см от торцов зачищаются шлифовальной машинкой или металлической щеткой до блеска снаружи и изнутри. Участки, изменившие цвет после обработки шлифмашинкой удаляются. Заусенцы убираются напильником. Острые края кромок притупляются до 2 мм, иначе они быстро расплавятся. Затем поверхности обезжириваются ацетоном.
Не менее важна и подготовка электродов. Их, перед началом работы, прокаливают в печи при температуре 380 — 400˚C в течение двух часов. Для продолжительного хранения электроды кладут в специальный пенал, в котором поддерживается температура на уровне 80˚С. Контейнер для этой цели можно изготовить самостоятельно из трубы ППУ. Когда нет возможности длительного прокаливания, электроды сушат горелкой в течение полутора минут слабым пламенем. Такой метод запрещен правилами, но в аварийной ситуации выбирать не приходится. Поскольку покрытие электродов быстро высыхает и опять набирает влагу, сушить более двух штук одновременно не следует.
Стыковка труб
Чтобы исключить смещение заготовок относительно друг друга катушки укладываются на уголке или швеллере. В идеале несовпадение должно равняться нулю, так как даже расхождение в 1 мм, разрешенное правилами, приводит к непровару. Зазор, в зависимости от толщины стенок, устанавливается в пределах 2 — 3 мм. В повседневной практике для этого между торцами труб вставляют электрод подходящего диаметра. При толщине стенок от 10 мм величина зазора выставляется 3 мм. При стыковке также нужно учитывать погрешность, которая возникает при прихватке из-за нагрева металла в ее точках. Возникающие термические напряжения стягивают трубы, поэтому зазор увеличивают на несколько десятых долей миллиметра.
Процесс стыковки упрощается, если использовать центратор. Он обеспечит точное совмещение осей труб и неизменность их положения во время сварки. Обычно применяют наружный центратор, но лучше выбрать внутренний, так как он исправляет нарушения формы, например, овальность торцов труб.
Настройка режима сварочного аппарата
Для сварки трубы под просвет рекомендуется использовать сварочный аппарат постоянного тока. Работа проводится в режиме прямой полярности, когда электрод подключен к плюсу, а труба к минусу. Величина сварочного тока устанавливается в зависимости от толщины стенок трубы и диаметра электродов. Точное его значение в каждом случае подбирается опытным путем. Однако независимо от размера труб создание корня сварного шва проводится электродами диаметром 2,5 мм при минимально возможном токе. Попытки использования тройки для ускорения процесса кончаются плачевно.
Оптимальную величину сварочного тока подбирают на какой-либо металлической поверхности. Для начала выставляется 50 — 60 ампер. Если при опробовании дуга стабильна, нужно без усилия коснуться поверхности расплавленного металла кончиком электрода — он не должен прилипать. Сбавляя ток, подбирается его максимально малое значение, при котором дуга горит стабильно.
Процесс сварки
Прихватка
Сварку трубы под просвет начинают с прихватки в нескольких точках. Их количество зависит от диаметра заготовок, но не менее четырех с шагом 90˚. После создания первой точки положение труб при необходимости корректируется. Прихватка должна надежно скрепить заготовки между собой. После сварки всех точек стык еще раз зачищается. Обнаруженные поры и плохо проваренные места удаляются, так как они в дальнейшем станут причиной брака.
Корень шва
Сварку удобней проводить, если прихваченные трубы будут находиться в полупотолочном положении. Это обеспечит свободный доступ к стыку. На нижней части соединения наносится отметка. Отступив от нее 1 — 3 см начинают сварку корня шва под просвет. Дуга зажигается на фаске или ее внешнем краю, но не на поверхности трубы. На потолочной части стыка кончик электрода находится в зазоре с постепенным движением вверх. Для формирования обратного валика дуга должна гореть внутри трубы.
При движении электрода без поперечных отклонений нужно следить, чтобы оплавлялись обе кромки. Если плавится только одна сторона, следует остановиться и повторить проход. Горение дуги снаружи означает, что стык стянулся. Его можно прорезать большим током, но предпочтительней аккуратно расширить болгаркой. Если наплавляемый корневой шов провисает, значит, завышен сварочный ток или электрод движется медленно.
Если представить торец трубы в виде циферблата часов, то при выходе на 40 минут электрод начинают раскачивать на половину диаметра между кромками. В результате образуется технологическое окно, через которое можно следить за формированием внутреннего валика. При сварке тонкостенных труб небольшого диаметра оно только намечается, но не стоит проплавлять на этом месте сквозную дыру. Электрод продвигается без колебательных движений, меняется только положение держака, чтобы обеспечить стабильность дуги при минимальном токе.
После выхода на 50 минут держатель отклоняется от себя, чтобы дуга горела на краю валика. Продавливать электрод внутрь трубы как на потолке не надо, так как могут получиться прожоги. Чтобы внутренний валик получился ровным, прихватка при подходе к ней шва срезается, края развальцовываются. С готового корня сбивается шлак, металл зачищается до блеска металлической щеткой.
Заполнение
Заполнение выемки, образовавшейся после проведения предыдущей операции, выполняется короткой дугой. Для плавления кромок электрод ведется по краям сварочной ванны. При работе нужно следить за появлением стартовых пор, которые образуются при розжиге дуги во время сварки на ветру. Их зашлифовывают под нуль болгаркой. Опытные сварщики накладывают дополнительный шов сверху и снизу стыка, не касаясь вертикали.
Облицовка
В заключение на зачищенное заполнение накладывается облицовочный шов. Его выполняют равномерными по амплитуде колебательными движениями без резких рывков, следя за тем, чтобы дуга не выходила за пределы сварочной ванны. Чтобы шов не проваливался посередине, электрод на краткие мгновения задерживается на кромках. Если он получается излишне чешуйчатым, добавляется сварочный ток. После завершения сварки со шва удаляется шлак, утолщения, образовавшиеся в местах розжига дуги, зашлифовываются. Поверхность возле стыка очищается только металлической щеткой.
Какие могут возникнуть дефекты при сварке
Самым большим дефектом при проведении сварки считается непровар. Сварщики, у которых случаются такие огрехи, не допускаются к работе на трубопроводах. Неаккуратность швов и их провисание, а также другие мелкие дефекты случаются при нарушении технологии сварки. Для их предотвращения работа должна выполняться с соблюдением следующих условий:
- сварка выполняется короткой дугой на минимальном токе;
- отрыв электрода допускается только при замене;
- тщательный подбор тока;
- правильная подготовка труб;
- проведение работы прокаленными электродами;
- место сварки должно быть защищено от ветра и осадков;
- использование качественного оборудования и электродов.
При освоении этого вида сварки главное научиться наплавлять корень шва. Для тренировки можно взять две металлические пластины толщиной 10 мм и прихватить с зазором, не забывая о подготовке стыка. Закрепляя их под разными углами, отрабатывают навыки сварки на просвет по горизонтали, вертикали, потолке.
Время чтения: ≈12 минут
Любому молодому сварщику рано или поздно придется столкнуться со сваркой труб. Дело это непростое, со множеством нюансов и особенностей. Поэтому настоящих мастеров своего дела крайне мало. Новички просто боятся брать подобную работу, думая, что не выполнят ее. Хотя на деле все гораздо проще, чем может показаться на первый взгляд. Ведь самое главное — хорошо заварить корень. А остальные навыки придут с опытом.

В этой статье мы подробно расскажем вам о том, как качественно варить трубы «на просвет». Вы также узнаете, что вообще из себя представляет сварка на просвет, как точно состыковать две трубы, как настроить режим сварки и не прогадать с заполнением шва.
Общая информация
Итак, для начала определимся с термином «сварка на просвет» или «под просвет». Сварка корня шва на просвет — это просто сварка труб со сквозным зазором между ними. Название «на просвет» означает, что такой зазор виден насквозь. Обычно таким методом варят трубы диаметром до 12 миллиметров, но бывают исключения.
Иногда термином «на просвет» называют сварку труб перед прохождением радиографического контроля. Ведь суть такого контроля в том, что лучи пронизывают металл, как бы «просвечивая» его. Но зачастую сваркой на просвет все же называют обычную сварку с видимым зазором между трубами. Кстати, две состыкованные, подготовленные к сварке трубы называют просто катушкой.
Что ж, теперь, когда мы разобрались с терминами, приступим к самой сварке. Далее мы подробно расскажем, как выполнить сварку катушки под просвет.
Сварка на просвет
Подготовительные работы
Сварка на просвет — это практически всегда необходимость подготовки металла под сварку. Если вы раньше никогда не занимались сваркой труб, то можете подобрать для себя пару деталей для тренировки. Новичкам рекомендуем взять трубы среднего диметра с толщиной стенок 5-10 миллиметров.
Далее нужно как следует зачистить трубы в месте будущего сварного соединения. Вне зависимости от того, варите вы тренировочные или реальные трубы. Следите, что не было следов коррозии или краски. Желательно зачистить детали до видимого металлического блеска. В нашем случае идеальный инструмент для зачистки — это шлифовальная машинка. С ее помощью вы удалите большинство загрязнений. Чтобы убрать металлические включения используйте болгарку или напильник. После очистки обезжирьте поверхность растворителем и протрите лоскутом ткани.
Теперь нужно правильно состыковать две трубы. Многие новички спрашивают, как это можно сделать. Ведь трубы могут быть тяжелыми или у вас просто не получает их состыковать точно. В этой ситуации не обойтись без дополнительных приспособлений. Мы в своей практике используем центратор. Сейчас можно найти в продаже компактные недорогие модели, которые удобно монтируются. При стыковании труб оставьте небольшой зазор между ними. Зазор должен быть чуть меньше диметра электрода, которым вы будете варить. Оптимальный размер зазора — 2.5 миллиметра.
Помимо труб нужно подготовить и сами электроды. Когда с заготовками закончено, приступают к подготовке электродов. Если размер зазора равен 2.5 миллиметра, то выберите электроды диаметром 2.6 миллиметров. Что касается производителя, то здесь выбор остается за вами. Мы используем в работе Kobelco LB52U. На наш взгляд они идеально выполняют свою работу, хотя и стоят недешево.
Электроды нужно прокалить в печи, чтобы убрать всю лишнюю влагу. Прокаливайте часа 1.5-2, при температуре не более 380 градусов. Рекомендуем прокаливать непосредственно перед сваркой. Но если такой возможности нет, то нужно сложить стержни в специальный пенал, не в картонную коробку. Если не хотите покупать пенал, можете сделать его своими руками из ППУ трубы.
Настройка режима сварки
Качественная сварка труб под просвет во многом зависит от правильно настроенного режима сварки. Тема режимов сварки очень обширная и сложная. Мы уже рассказывали вам некоторые особенности тут, тут и тут. Что касается настройки режима при работе с трубами, то нужно ориентироваться на толщину стенок и применяемые электроды. Нет однозначных рекомендаций, какая сила тока лучше, ведь каждый случай индивидуален. Так что вам поможет только метод проб и ошибок.
Что касается остальных параметров режима сварки, то дуга должна быть короткой, скорость сварки должна быть не слишком быстрой и не слишком медленной. Иначе будут непровары или прожоги. Также рекомендуем установить прямую полярность и постоянный ток. Это общие рекомендации. Мы не рассказываем о напряжении дуги и прочих параметрах, потому что они тоже индивидуальны для каждого типа работ. И подбирать их нужно непосредственно на месте.
Также следите за технологическим окном. Технологическое окно — это небольшое углубление, которое образовывается при оплавлении кромок. Для вас, как для сварщика, технологическое окно — это самое главное. Поскольку благодаря ему вы можете наблюдать за процессом сварки и в любой момент заметите, если что-то пойдет не так.
Словом, чтобы выбрать режим и правильно сварить корень шва под просвет нужно много практиковаться. Только так вы поймете, какие настройки оптимальны. Если это ваша первая профессиональная сварка труб, то спросите совет у более опытных коллег по цеху.
Сварочный процесс
Итак, вы подготовили металл к сварке и настроили режим. Можно приступать к формированию шва. Но для начала сделайте несколько точек-прихваток, чтобы корень не деформировался при сварке. Количество точек определяется на глаз, зависит от размеров трубы. Чем труба больше, тем больше точек.
В идеале, точки-прихватки должны надежно скреплять трубы. Поэтому делайте их так же, как если бы варили сам шов. После того, как сделаны прихватки, нужно снова зачистить стык. На этом этапе вы можете обнаружить дефекты у корня. Вырежьте их. Если это не сделать, такая сварка будет считаться браком.
Теперь вы можете начать равномерно заполнять шов. Поверьте, это самое простое из всего, чтобы вы будете делать при сварке труб на просвет. Если вы изначально хорошо все зачистили, то возможно у вас получится переплавить меньше корня. Но обычно требуется переплавить процентов 30.
Если в процессе работы вам необходимо поменять электрод, то новым электродом нужно варить чуть ниже того места, где вы остановились до этого. Так шов будет более аккуратным и не будут образовываться дефекты.
Не забывайте про облицовочный слой. Для него нужно оставить около 1.3-1.5 миллиметров. При этом слой должен лечь равномерно и без подрезов, а это самое главное. Варите облицовочный шов так же, как и заполняющий. После смены электрода начинайте варить немного ниже того места, где остановились. В процессе облицовки следите за силой тока. Можете уменьшать или увеличивать ее, следя за результатом. Так вы найдете оптимальное значение тока и сможете сделать аккуратный шов. В результате вы должны получить эстетичный шов с плотно заваренным корнем. Допускается выступ у шва относительно поверхности металла, но не более 1 миллиметра.
Распространенные ошибки
Сварка на просвет — дело непростое, поэтому у всех новичков швы получаются с множественными дефектами. И это неудивительно. Только практика поможет вам избавиться от дефектов. А также изучение ГОСТов и теории. Далее мы расскажем о самых распространенных ошибках, которые приводят к дефектам. И дадим несколько рекомендаций, которые помогут вам избежать появления дефектов.
Итак, самая главная и часто встречающаяся ошибка — непроваренные участки. Непровары образовываются в тех случаях, когда у сварщика было очень мало практики или же он варил слишком быстро. Зачастую таких мастеров даже не допускают до сварки. Но это не повод для беспокойства. Исправить это ошибку можно, но для этого нужно постоянно работать над своими навыками.
Также часто встречаются провисшие участки или просто неаккуратные швы. Такие дефекты возникают из-за банального несоблюдения технологии сварки. Внимательно изучите технологию и только после этого приступайте к работе. Не думайте, что сможете в процессе угадать, как нужно работать.
Напоследок несколько рекомендаций. Прежде всего, варите только на короткой дуге. Да, это сложно. Да, плохо видна зона сварки. Но только на короткой дуге у вас получится качественный шов. С этим нужно смириться. Также не отрывайте электрод во время сварки. Это допустимо только при смене электрода.
Постарайтесь правильно настроить сварочный ток. Это опять же дело практики и опыта. Научитесь правильно разделывать кромки и зачищать металл. И вообще уделите больше времени зачистке и прокаливанию электродов. Не допускайте работы при осадках или на сильном ветру. И самое главное: используйте профессиональное оборудование в паре с качественными комплектующими.
Вместо заключения
Работы «на просвет» должны производиться качественно даже в том случае, когда качество шва в дальнейшем не будет подвергаться контролю. Сварка под контролем, конечно, дисциплинирует, но вы должны в любой ситуации ответственно подходить к процессу. Мы подробно рассказали вам о каждом этапе сварочных работ. Начиная от подготовки металла, заканчивая возможными дефектами. Если вы владеете навыками сварки, то наверняка сможете выполнить работе более-менее качество просто прочитав этот материал.
Теме частых ошибок посвятите больше времени. Мы дали лишь некоторые рекомендации, как можно избежать ошибок. На деле нюансов может быть гораздо больше. Так что не поленитесь и изучите ГОСТы на все сварочные работы, которые собираетесь выполнять. И практикуйтесь как можно больше. Ведь, как известно, теория без практики ничего не стоит. Желаем удачи в работе!